 I've been reflecting on my life and career recently and was amazed to discover that I just hit 30 years of working with industrial and manufacturing applications. While it’s a bit tough to admit my age, I’m quite happy with my career and have enjoyed manufacturing and industrial applications. I love to see how stuff is made, and it's been a cornerstone of the gross domestic product (GDP) of my home country. So whatever I can do to help it, I will.
I've been reflecting on my life and career recently and was amazed to discover that I just hit 30 years of working with industrial and manufacturing applications. While it’s a bit tough to admit my age, I’m quite happy with my career and have enjoyed manufacturing and industrial applications. I love to see how stuff is made, and it's been a cornerstone of the gross domestic product (GDP) of my home country. So whatever I can do to help it, I will.
I’ve been to hundreds of plants and walked countless production lines. And there are three things that every plant cares about:
- Safety
- Quality
- Productivity
Safety is always number one. No one likes to hear about an operator getting his or her arm stamped into a car door. It's terrible for the injured operator and not great for the company's reputation, to say nothing of the costs for medical support and workers comp. Safety has become a pervasive topic in manufacturing – as it should be – but in my career, I’ve been more focused on the latter two items on the list.
Manufacturing plants make stuff, but are not (usually) directly responsible for selling it. This means they focus heavily on costs, particularly on hard costs. They do this by focusing on functions they can control, which include quality and productivity. As manufacturing has matured over decades, many of the processes have become automated. The industry is on a continual journey to digitize operations through software technologies such as supervisory control and data acquisition (SCADA) and manufacturing execution systems (MES).
The data coming from these systems has helped drive the popularity of one of the best-known and most frequently used key performance indicators (KPI) in manufacturing: overall equipment effectiveness (OEE).
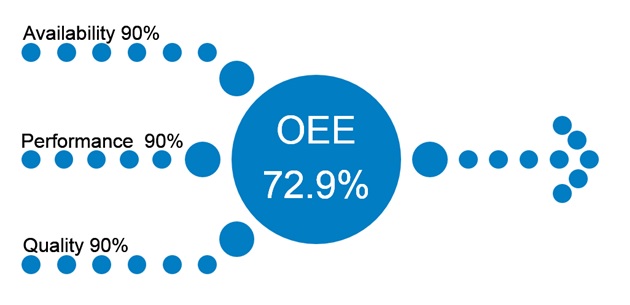
OEE gained popularity because it directly measures manufacturing assets against quality and productivity measures. OEE itself is a combination of three underlying KPIs:
Availability: Is the asset available to produce product when it's scheduled to produce? This is mainly a measure of unplanned downtime.
Performance: When the asset is available and producing, is it producing the amount of product we expect? (for example, 10 widgets a minute)
Quality: Of the 10 widgets produced per minute, how many are good? (For example, 1 out 10 are scrap)
Thus this one KPI captures quality and productivity at the asset level, giving manufacturers a way to measure their equipment. It’s no wonder this KPI has become so popular in manufacturing.
For a numerical example, say your equipment is available to produce 90% of the time, it's producing 90% of what it's capable of, and 1 in 10 widgets are bad (90% good). OEE is a product of all of these and it would be (90% x 90% x 90%) = 72.9%.
How can advanced analytics help?
Manufacturers have been focused on improving OEE for decades. This is nothing new. It started with automating processes, improving performance rates and increasing repeatability for quality. The advent of manufacturing software systems have allowed them to track OEE effectively and understand where to focus to gain improvements.
For instance, if the equipment is down half the time, its OEE can never be above 50%, even if it's producing 100% quality at standard rate. Manufacturers have been looking at the process and equipment data, generating pareto charts and implementing preventive maintenance programs to increase the availability of their assets.
The question becomes, then: With all of this investment, why does equipment still go down unexpectedly?
There are things we still don’t know about our equipment and processes. Enter advanced analytics.
We have tons of equipment data available from the sensors we now have on our assets. There's additional information to be extracted from this data. We've gleaned all the obvious information we can see and chart, but what else is in our data that we can’t see? We can adapt advanced analytics to asset performance to gain further insight.
We can discover patterns in those sensor data streams that give us an unplanned downtime precursor that's not visible to the naked eye. Downtime is only one measure: We can also determine causes of degraded operations. This hits directly on availability and performance rates.
There's another underlying component of OEE: the quality rate. In addition to equipment data, these manufacturing systems have been able to capture and store all the process data that went into making these products. Quality systems have been in place for a while to manage products to their specifications and help manufacturers identify scrap or product to be reworked.
Again, advanced analytics can be used for production quality. Here we can let the math discover unknown correlations and relationships with processes, operations, and operators. These discoveries can be put into action and provide alerts so that when certain conditions are met there's a likelihood of quality issues. Predictive analytics enable deeper process understanding and alerts before scrap is produced.
While I’ve spent decades implementing controls, SCADA systems and MES systems to improve on OEE and help manufacturing maintain competitive advantage, much of the low-hanging fruit has been picked. The next level of productivity and quality comes from the use of advanced and predictive analytics.
Let the math find patterns or unknown correlations that lead to special cause variation in your processes. This deeper process understanding will allow you to be proactive and achieve the next level or performance from your operations.
To learn more, download the white paper: The Industrial Internet of Things.

1 Comment
Well-written, David.