医者の診断に例えて学ぶ
AIを用いたセンサデータ分析システムに関するよくある誤解について
製造業で盛んに導入されているセンサ。そのセンサデータを分析してビジネスインパクトのある結果を出すには、どのようにしたら良いのでしょうか? データ分析を成功させるためには、様々な要素が考えられますが、ここではセンサデータの質に注目したいと思います。いくら高度なデータ分析手法を用いても、分析対象のセンサデータが正しく取得できていない場合は、結果が出ないことは容易に想像できますが、あまり議論されることはありません。 これは、センサ計測とデータ分析の両方を視野に入れた幅広いノウハウが必要となり、Information Technology (IT) と Operational Technology (OT)との融合という課題に行き着くためです。
本ブログでは、このマニアックな話題を、医者の診断に例えながら、わかりやすく解説していきます。
前回の振り返り: 結果が出ないPoC(Proof of Concept:概念実証)
前回の記事では「自覚症状が無いセンサデータの品質問題」についてお話ししました。生産ラインのDXのために、センサデータを用いてデータ分析をしているのだが、思うような結果が得られていないというケースが市場で発生していることをお伝えし、その原因の一つとして、分析対象となるセンサデータ自体の品質問題があることをお伝えしました。
この問題は関係者の自覚症状もないため気付きにくく、対処方法も専門知識と経験が必要となります。 そこで、今回から前編/中編/後編の3回に分けて、「センサデータの品質を向上させる7つのポイント」について御説明します。
センサデータの品質を向上させる7つのポイント
現場では正確なセンサデータ収集(計測)を行っているつもりでも、気付かずに失敗しているケースが数多く存在していることに注意して頂きたいです。これは、計測ミスしたデータをいくら解析しても、良い結果は得られないからです。このような計測ミスを防ぐためのポイントは以下の7つだと言えます。
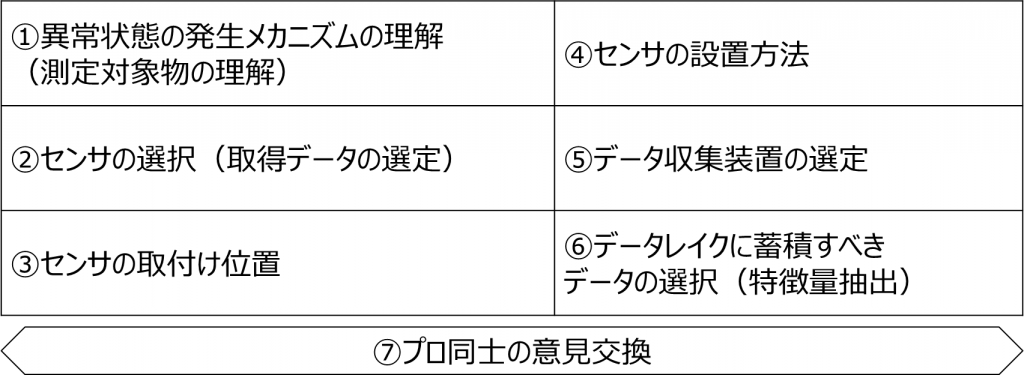
※本記事では、上記の①~③まで御説明します。
① 異常状態の発生メカニズムの理解(測定対象物の理解)
この異常状態の発生メカニズムの理解は、測定対象物の理解を深めることだと言い換えることもできます。 いくつか例をあげてみます。ポンプのような回転機械の軸受けの不具合は異常振動として現れ、その結果として異音が発生します。また、音響機器はスピーカの取り付け不具合により、ビビリ音という異音が現れます。そして、プレス機のような往復運動機械の場合は、往復周期がぶれることにより、生産品の加工精度にバラツキが生じることがあります。さらに、射出成形機の場合は、材料の注入圧力の時間的変化にバラツキが生じた場合にうまく成形できない場合があります。
このように、測定対象物の異常状態が、なぜ起きるのかを物理的な観点から把握することが第1ステップとなります。
ところがこれが意外と難しいため、解決策としては、異常状態を把握している可能性の高い、現場の熟練オペレータなどからの情報収集が重要になります。
② センサの選択(取得データの選定)
よくあるミスとしては、センサの選択ミス、いわゆる取得データの選定ミスがあげられます。原因の一つは、上述の「①異常状態の発生メカニズム」が事前に理解できておらず、適切なセンサ選定ができなかったことに起因しています。例えば、回転機械の軸受けの不具合は異常振動として現れるため、異常検知のためには加速度センサを用いて振動データを取得することがベストだと言えます。また、音響機器のスピーカの取り付け不具合によるビビリ音の検出にはマイクロフォンを用いた音響計測が適切だと考えられます。
実はセンサ選定が不要な場合もあります。例えば、機械の制御信号が外部出力されているようであれば、そのままデータ収集することも可能です。
他にも原因があります。それは、システム構築を担当しているシステムインテグレータ(SIer)の得意分野が影響しているケースがあります。実際、SIerが得意としていないセンサは選定候補に上がってこないケースがあります。表1は、状態監視のために使用される代表的なセンサをまとめたものです。センサの種類によっては専門メーカや専門のSIerがいるものもあり、中には高性能な計測器が必要とされるセンサもあります。これは筆者が経験したことですが、製造装置の状態監視の際に、電流を使った異常検知の方が適切だと思われるケースがありました。ですがそこでは加速度センサが使用されていました。理由は業者が得意とするセンサ計測領域に偏りがあったことと、特に明確な理由がないまま、加速度センサが選択されていた状況でした。無論、生データには異常信号が弱く含まれており、データ分析をしても良い結果が得られていませんでした。そのため、筆者はセンサの変更を進言しました。
表1.状態監視に使用される代表的なセンサ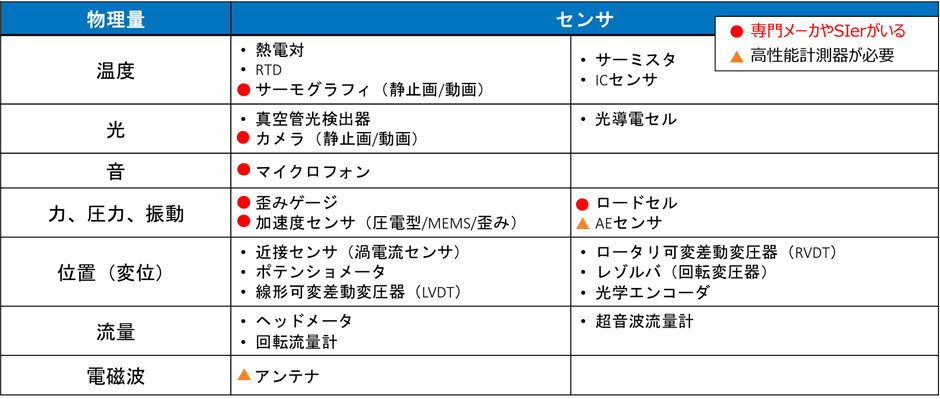
③ センサの取付け位置
センサの取付け位置も重要です。例として生産品の品質管理と製造装置の異常検知の例をあげてみます。機械はローラ機械である。図1左側の写真は、加速度センサを用いた軸受けのモニタリングであり、X、Y、Z軸に加速度センサが取り付けられている。この例は正しく設置されている例である。
医者の診断に例えれば、心臓の診断のために心音を聴こうとする医者は、どこに聴診器をあてるでしょうか? もちろん胸ですよね? 足に聴診器をあてて心音を聴こうとするお医者様がいたらかなり心配になりますよね? このような、あり得ない状況がセンサの取付け位置のミスとして起こっている場合があります。このような事態を防ぐには、「なぜそのセンサを設置するのですか?」とSIerに質問するなり、自問自答してみると良いと思います。また、「設置するセンサの数、取り付け方向はどうすべきか?」という問いに関しても明確な理由を持っておきたいですね。
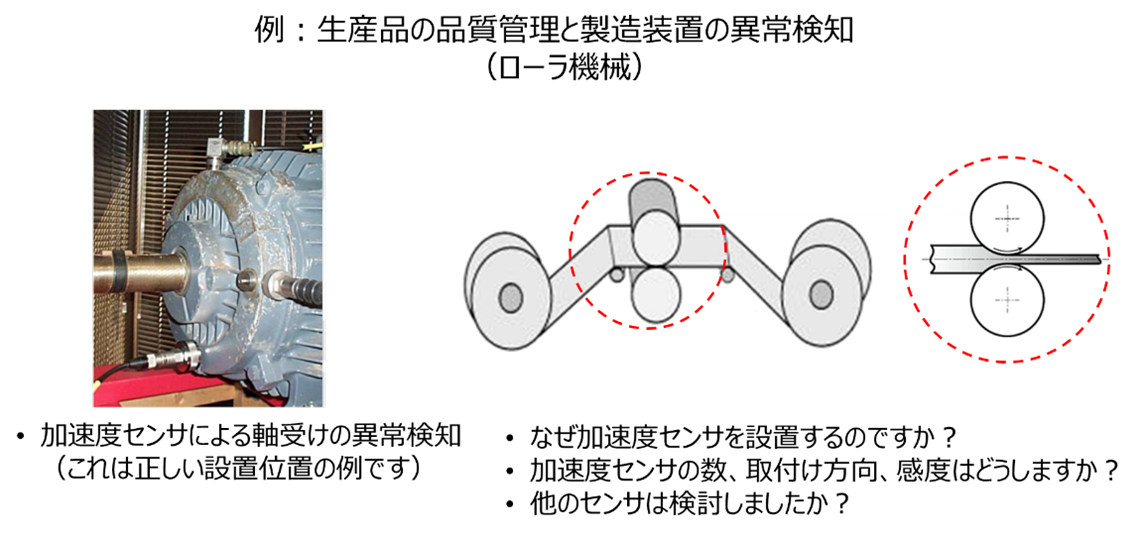 図1.生産品の品質管理と製造装置の異常検知(ローラ機械の例)
図1.生産品の品質管理と製造装置の異常検知(ローラ機械の例)
以上、センサデータの品質を向上させる7つのポイントのうち3つを紹介しました。
次回は、④~⑤について御紹介します。