
Unser Christkind steht für Friede und Freude und Eierkuchen, für maßlose Gelassenheit und empörende Ruhe. Doch so sehr Analytics beim Weihnachtsgeschäft auch helfen mag, so schwer ist dies manchmal in des Christkinds Kopf zu bekommen. So wird das Christkind in diesem Jahr des Öfteren ungehalten, gereizt und unausstehlich. Kleinigkeiten regen es auf. Lesen Sie hier wie es reagiert, wenn selbst Schleifen zu groß sind oder simple Holzplatten drohen, Schornsteine zu zerbröseln. Und wenn das Motto dann auch noch lautet "µ ist 13,2 cm UND im ±3-σ-Bereich liegen 99%" dann bebt der Himmel.
„Das kann doch nicht wahr sein! Die Schleifen, die hier rauskommen, sind doch viel zu groß! Wenn das auch bei den Brettern passiert, die ihr für die Puppenhäuser verwendet, dann haben wir ein Problem. Dann passen sie nicht durch den Schornstein!"
"Sagt mal Wichtel, ihr produziert auf so vielen verschiedenen Anlagen so viele unterschiedliche Produkte. Wie kontrolliert ihr denn, ob die Maschinen auch richtig produzieren? Doch wohl nicht etwa nur mit Augenmaß!“

„Hmm … jaaa …“ drucksen die Wichtel herum.
Schnell kommt der Anlagen-Wichtel herbei geeilt: „Eigentlich haben wir hierfür die statistische Prozesskontrolle eingeführt, nur bei einigen Maschinen waren wir zu nachlässig und haben sie noch nicht eingebunden. Aber keine Sorge liebes Christkind, bei den kritischen Geschenken wie den Puppenhäusern haben wir das schon längst erledigt. Nur bei den Schleifen schien uns ein bisschen Abwechslung auf den Geschenken sogar als ganz schön.“
Christkind: „Statistische Prozesskontrolle? Was genau kann ich mir denn darunter wieder vorstellen?“
Anlagen-Wichtel: „Schau mal hier, Christkind: Wenn wir das von Dir erwähnte Puppenhaus bauen, sägen wir dafür Bretter. Während des Prozesses wird die Länge des Bretts trotz unserer präzisen Maschinen leicht schwanken. Damit wir frühzeitig erkennen, wann ein Prozess statistisch gesehen nicht mehr unter Kontrolle ist, haben wir Qualitätsregelkarten eingeführt. Wenn der eingestellte Wert eine Länge von 13,2 cm ist, so werden die tatsächlichen Längen leicht um diesen Wert schwanken. Die Schwankungen werden unter normalen Prozessbedingungen normalverteilt sein, d.h. in etwa so aussehen (links):“
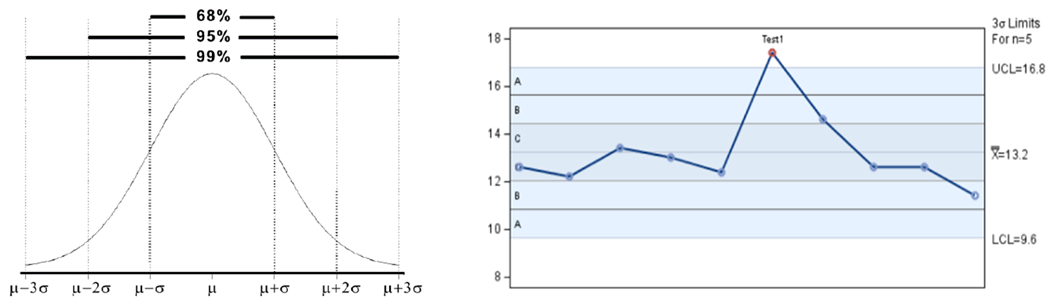
Christkind: „Der Mittelwert µ ist in unserem Fall die 13,2 cm?“
Anlagen-Wichtel: „Ganz genau. Wie Du an der Grafik auch siehst, erreichst Du z.B. 68 % der gemessenen Längen, wenn du von µ eine Standardabweichung σ nach rechts oder nach links gehst. Der ±1-σ-Bereich um den Mittelwert ist in der Grafik rechts mit der Zone C, der ±2-σ-Bereich mit B und der ±3-σ-Bereich mit A gekennzeichnet.“
Christkind: „Hab ich verstanden. D.h. innerhalb des ±3-σ-Bereichs liegen also ca. 99% der Werte.“
Anlagen-Wichtel: „Genau. Die aktuell produzierten Längen werden dann in das Diagramm mit den Zonen eingetragen. Sobald ein Wert außerhalb der A-Zone gemessen wird, schlägt der Alarm an und wir kontrollieren sofort die Maschine und justieren nach. Das ist aber nur eine der Regeln, bei denen ein Alarm ausgelöst wird. Es gibt noch diverse andere Regeln, die wir hier betrachten.“
Das Christkind hat sich wieder beruhigt. „Macht das aber bitte bei allen Maschinen!“, sagt es noch. Plötzlich beginnt die Maschine hinten im Eck komische Geräusche zu machen. „Oh nein!“ Ruft das Christkind. Nicht nur die produzierte Qualität kann ja ein Problem sein. Was ist denn, wenn die Maschine mitten in der Produktion ausfällt?!? „Wichtel!!!“
